电话:
0317-8261258 传真:
0317-5561619 手机:
13833725829 手机:
17083162295
0317-8261258 传真:
0317-5561619 手机:
13833725829 手机:
17083162295
C型钢机特点与介绍
作者:益百压瓦机 发布时间:2016-06-20
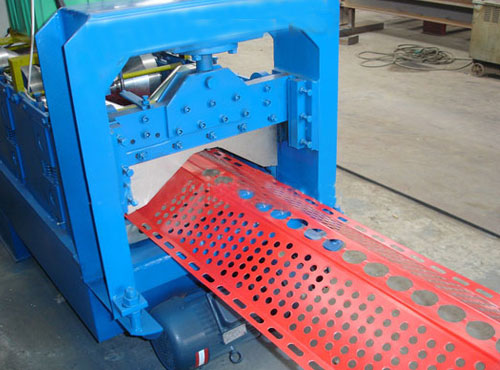
C型钢机特点与介绍
C型钢机带钢从设备的尾部送入,经过各种压辊压制成C型钢从头部送出。经过逐步改进生产工艺, 终实现了全工艺过程自动控制,飞跃性地提高了生产效率,增加了客户设备的 才有我们的发展与成功,我们把这一理念贯穿到从设计到售后服务的每一个细微的环节当中,我们用心聆听每一位客户的要求和需要,根据不同客户的不同要求和需要进行产品的设计、、生产,以便提供 理想的产品给每一位客户,从而帮助客户提 ,降低成本,增强市场竞争力。 技术含量和附加值。改进过程分三步完成。 步改进,增加长度测量装置和飞锯,当压制长度达到设定的长度时飞锯动作,自动切断型材。 步改进,加一台打边孔的液压冲孔设备,一次同时冲四个孔,飞锯从中间切断,这样就形成了相邻两段型钢的头、尾各两个边孔。第三步改进,再增加一台打中孔的设备,在带钢压制过程中按用户设定的间距冲出中孔, 大可以打16个中孔。第四步改进,针对新型C型钢要求在型材中部打出双孔的要求,将边孔4孔冲孔模具改为孔模具,修改打边孔的程序,使得边孔冲压设备能够在中部打出双孔,并且孔距由用户设定, 大可以打8组双孔。这样就可以满足所有C型钢的要求了。