电话:
0317-8261258 传真:
0317-5561619 手机:
13833725829 手机:
17083162295
0317-8261258 传真:
0317-5561619 手机:
13833725829 手机:
17083162295
彩钢成型设备压型矫直
作者:益百压瓦机 发布时间:2016-06-10
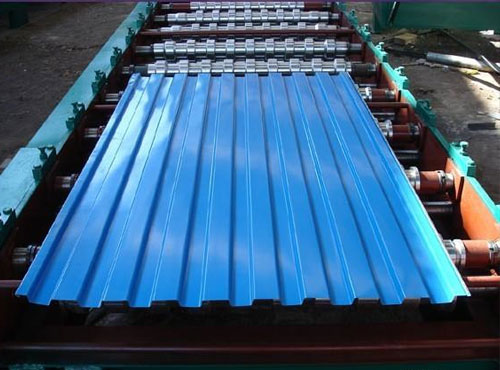
彩钢成型设备压型矫直
在彩钢成型设备压型矫直过程中,型材将从上,下,左,右移动,从而要求矫直机构与型材之间的间隙相对宽松一些.矫直机构与型材的上,下,左右表面之间可以有 的间隙,间隙大小在0.010-0.050in(0.25-1.25mm)之间,假如矫直扭转变形,间隙可以小一些.对彩钢瓦设备压型弯曲或扭曲的矫直,通常在 后一道成型辊和堵截模之间进行,假如 后一道轧辊不能地支撑型材,那么在进入矫直机构的一侧时,对整个型材截面进行支撑,而对于分歧错误称进行矫直时,在矫直的同时有可能发生扭转变形,这时需要在型材变形相反的方向进行弯曲和扭转矫直.
联系电话:18833747603 微信同号